- G71

G71
简介
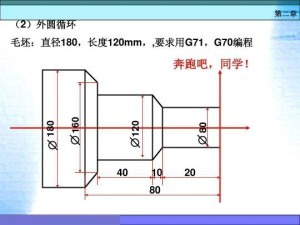 G71(3)G71是数控加工技术指令中的外圆粗车复合循环指令。该指令适合于采用毛坯为圆棒料,粗车需多次走刀才能完成的阶梯轴零件。
G71(3)G71是数控加工技术指令中的外圆粗车复合循环指令。该指令适合于采用毛坯为圆棒料,粗车需多次走刀才能完成的阶梯轴零件。
格式
●无凹槽加工
格式:G71 U(△d) R(e) P(ns) Q(nf) X(△x) Z(△z) F(f) S(s) T(t)
该指令执行如图所示的粗加工和精加工,其中其精加工路径为A→A′→B′→B的轨迹。
●有凹槽加工
格式:G71 U(△d) R(r) P(ns) Q(nf) E(e) F(f) S(s) T(t)
说明:
G71 U (Δd) R(e)
G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t)
其中:
Δd为背吃刀量;
e为退刀量;
ns为精加工轮廓程序段中开始段的段号;
nf为精加工轮廓程序段中结束段的段号;
Δu为留给X轴方向的精加工余量;(直径值)
Δw为留给Z轴方向的精加工余量;
f、s、t为粗车时的进给量、主轴转速及所用刀具。而精加工时处于ns到nf程序段之内的F、S、T有效。
说明
 G711.采用复合固定循环需设置一个循环起点,刀具按照数控系统安排的路径一层一层按照直线插补形式分刀车削成阶梯形状,最后沿着粗车轮廓车削一刀,然后返回到循环起点完成粗车循环。
G711.采用复合固定循环需设置一个循环起点,刀具按照数控系统安排的路径一层一层按照直线插补形式分刀车削成阶梯形状,最后沿着粗车轮廓车削一刀,然后返回到循环起点完成粗车循环。
2.零件轮廓必须符合X、Z轴方向同时单调增大或单调减少,即不可有内凹的轮廓外形;精加工程序段中的第一指令只能用G00或G01,且不可有Z轴方向移动指令。
3.G71指令也可用于内孔轮廓的粗车加工。
4.G71指令只是完成粗车程序,虽然程序中编制了精加工程序,目的只是为了定义零件轮廓,但并不执行精加工程序,只有执行G70时才完成精车程序。
以上只适用于Fanuc和广数980机床,但在华中系统中有些不同。
1.法兰克和980中此复合循环分粗车和精车程序段:
其中粗车程序段格式:G71 U (Δd) R(e)
G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t)
精车程序段格式: G70 P(ns) Q(nf)
如果粗车程序走完后要改变车削参数{主轴转速、进给速度、刀具等等},可以在G70前或G70中指定。一般来讲可以在G70前加上M05&M00,方便粗车完毕后测量,修正刀补值,然后执行G70精车程序。
2.华中系统中G71不分粗、精车。
格式: G71 U (Δd) R(e) P(ns) Q(nf) X(Δu) Z(Δw) F(f) S(s) T(t)
在此系统中,粗车完毕后就执行精车程序。
华中G71程序一般模式:
T####粗车刀具
M03S###粗车转速
G00或G01定位
G71 U (Δd) R(e) P(ns) Q(nf) X(Δu) Z(Δw) F(f) S(s) T(t)
M03S####精车转速
{G41或G42}+{G00或G01}调刀尖圆弧补偿
N10G01X### 第一条不能用G02或G03,尽量不用G00靠近工件
G01Z### 固定格式
。。。。。。。
N20G01离开毛坯表面。
3.Fanuc和广数980机床零件轮廓必须符合X、Z轴方向同时单调增大或单调减少,而华中可以不满足几何形 状单调性,意为华中系统可以用G71车X向凹轮廓。
4.华中系统车削不带凹轮廓时: G71 U (Δd) R(e) P(ns) Q(nf) X(Δu) Z(Δw) F(f) S(s) T(t)
车削带凹轮廓时:G71 U (Δd) R(e) P(ns) Q(nf) E (Δu) F(f) S(s) T(t) 注意2者不同,
5.余量 Δu{ X(Δu)或 E (Δu)} 车外圆时为正,车孔时为负。这一点很关键。
6.应注意使用G71时,刀尖方位号的设定。
例题
O3327
N1 M03 S400 (主轴以400r/min正转)
N2 T0101 (选定刀具,建立工件坐标系)
N3 G0 X46 Z3 (刀具到循环起点位置)
N4 G71 U1.5R1
N5 G71 P5 Q14 X0.4 Z0.1 F100 (粗切量:1.5mm精切量:X0.4mm Z0.1mm)
N6 G00 X0 (精加工轮廓起始行,到倒角延长线)
N7 G01 X10 Z-2 F30 (精加工2×45°倒角)
N8 Z-20 (精加工Φ10外圆)
N9 G02 U10 W-5 R5 (精加工R5圆弧)
 G71例图N10 G01 W-10 (精加工Φ20外圆)N11 G03 U14 W-7 R7 (精加工R7圆弧)
G71例图N10 G01 W-10 (精加工Φ20外圆)N11 G03 U14 W-7 R7 (精加工R7圆弧)
N12 G01 Z-52 (精加工Φ34外圆)
N13 U10 W-10 (精加工外圆锥)
N14 W-20 (精加工Φ44外圆,精加工轮廓结束行)
N15 X50 (退出已加工面)
N16 G00 X80 Z80 (回对刀点)
N17 M05 (主轴停)
N18 M30 (主程序结束并复位)


-

3将上市 17.58万
2025-09-22 03:47:46 查看详情 -
江淮嘉悦X7正式上市 售5.97万元起/续航201km
2025-09-22 03:47:46 查看详情 -
哈弗F7/F7x携手汪涵将超值钜惠进行到底 欢迎品鉴
2025-09-22 03:47:46 查看详情 -
将于4月底上市 预计将于7月上市
2025-09-22 03:47:46 查看详情 -
款福特撼路者上市 售27.88万元起
2025-09-22 03:47:46 查看详情 -
双12钜惠来袭 长城618宠粉节
2025-09-22 03:47:46 查看详情 -
江铃宝典堪称商用皮卡常青树 江铃新宝典VS长城风骏7(图文)
2025-09-22 03:47:46 查看详情 -
Plus上市 别克昂科威S及昂科威S艾维亚将于7月29日上市
2025-09-22 03:47:46 查看详情 -
成都丰田雷凌优惠达1.3万元 成都大众捷达最高优惠1.3万元
2025-09-22 03:47:46 查看详情 -
黄海纯电轿车Smile将于12月上市 29万元
2025-09-22 03:47:46 查看详情

 求购
求购