- G01
G01
格式
G01 X(U)_ Z(W)_ F_(直线插补以直线方式和命令给定的移动速率从当前位置移动到命令位置)
X、Z为要求移动到的位置的绝对坐标值;
U、W为要求移动到的位置的增量坐标值;
F为刀具的进给速度。
举例
① 绝对坐标程序G01 X50. Z75. F200;
② 增量坐标程序G01 U5 W5. F100。
说明
1.G01指令是在刀具加工直线轨迹时采用的,如车外圆、断面、内孔,切槽等。
2.机床执行直线插补指令时,程序段中必须有F指令。刀具移动的快慢是由F后面的数值大小来决定。
3.G01和F都是模态指令,前一段已指定,后面的程序段都可不再重写,只需写出移动坐标值。
示例:从直径Φ40切削到Φ60的程序指令.
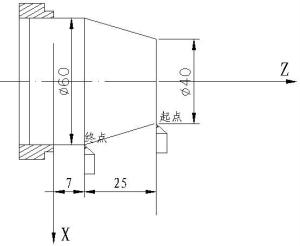
程序:
G01 X60 Z7 F500; (绝对值编程)
G01 U20 W-25; (相对值编程)
G01 X60 W-25; (混合编程)
G01 U20 Z7; (混合编程)


相关百科
-

双12钜惠来袭 长城618宠粉节
2025-09-23 05:33:39 查看详情 -
成都丰田雷凌优惠达1.3万元 成都大众捷达最高优惠1.3万元
2025-09-23 05:33:39 查看详情 -
3将上市 17.58万
2025-09-23 05:33:39 查看详情 -
黄海纯电轿车Smile将于12月上市 29万元
2025-09-23 05:33:39 查看详情 -
江淮嘉悦X7正式上市 售5.97万元起/续航201km
2025-09-23 05:33:39 查看详情 -
小鹏全新P7i将于今日上市 售价119.8
2025-09-23 05:33:39 查看详情 -
EV上市 售价103.80万起
2025-09-23 05:33:39 查看详情 -
T70纪念版上市 13.96万元
2025-09-23 05:33:39 查看详情 -
欧拉新款R1将于成都车展上市 全新宝马2系Coupe最新谍照
2025-09-23 05:33:39 查看详情 -
Pro将于4月15日上市 12.9万元
2025-09-23 05:33:39 查看详情

 求购
求购