- 导卫板

导卫板
轧机导卫装置
导卫装置是为了使轧件进入轧辊和从轧辊出来时保持正确的方向,从而保征产品的产量和质量而使用的一种装置。在所有的轧机上除个别的情况外,通常都需要安装导卫装置,尤其是小型轧钢厂轧制小断面的钢材时一定要用导卫装置。轧件越小导卫装置的加工和安装应越精确。导卫装置分为出口装置和入口装置两种。
入口装置
用于引导轧件进入轧辊孔型的导卫装称之为入口装置。入口装置必须牢固地固定在横粱上,并且要能正确地引导轧件进入孔型中去。入口导板的型式按轧制的断面和孔型的形状来分为各种各样的,一般的分为两种。
 入口导板(2)一种是死导板(工人叫门子)。对在孔型内比较稳定的,如断面较大棱形矩形断面轧件,多采用这种死导板。死导板有一个槽子的,也有几个槽子联合在一起的。槽底的形状与被送进轧辊的轧件形状相吻合,槽子的两侧边顺轧制方向由大缩小程喇叭状,以便引导轧件进入孔型。每个槽子可以供一种孔型使用,也可以同时供几个孔型使用。
入口导板(2)一种是死导板(工人叫门子)。对在孔型内比较稳定的,如断面较大棱形矩形断面轧件,多采用这种死导板。死导板有一个槽子的,也有几个槽子联合在一起的。槽底的形状与被送进轧辊的轧件形状相吻合,槽子的两侧边顺轧制方向由大缩小程喇叭状,以便引导轧件进入孔型。每个槽子可以供一种孔型使用,也可以同时供几个孔型使用。
另一种是活导板,即普通导板。轧件需要直立起来这进孔型,轧制时必须有力地将轧件从侧面夹住,不使它倾倒,同时准确地送进孔型,这就必须使用活导板。这种入口装置作成盒装的,中同插有夹板,夹板内侧的形状作成与送进轧辊的轧件断面尺寸和形状相符合,夹板用螺丝固定在导板盒里,夹板之同的间隙可以借调整螺丝调整。导板孔型中心线必须对准轧辊孔型中心线,调整距离大时移动导板盒,调整距离小时则调整夹板。为了减少磨损夹板,通常用白口生铁制成,导板盒用普通的生铁或钢制成。夹板通常用六个调整螺丝来调整,但这种调整方法是不太方便的,特别是在椭圆轧件轧成圆形断面时,夹板的位置必须经常调整,如果轧件与夹板间的空隙太大,就会引起轧件扭曲,也就是轧件倾斜不正,影响产品质量;而间隙太小,则轧件不容易送进孔型或造成轧件卡住,形成大量的废品。
出口装置
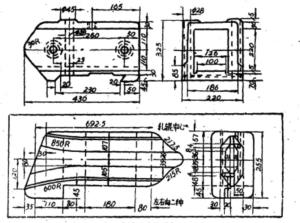
出口装置是由出口导板及卫板组成的。出口导板的作用是夹持轧件使轧件正确导出轧辊。为了避免轧件缠辊,卫板的一端自由地放在横粱上,而另一端直接靠贴在轧辊上。通常下卫板其前端靠卫板本身的重力作用压紧在下轧辊上,上卫板的前端靠弹簧或重锤将它稳固的紧贴到轧辊上。当轧制小型钢材时,所需要的侧面导板作成与卫板分开的,并用螺丝固定在横梁上,侧面的导板与卫板间留有不大的空隙,以保证卫板自由的紧贴到轧辊表面上。[1]
导卫板即出口入口导板、卫板。
不同轧机中的导卫板
可逆式轧机中,通常坯料有足够的刚性,只需从下部支撑。轧机的每边有几个导卫板,以适合各种有关的孔型。导卫板基本上是种宽度适当的槽形板。
连续式轧机的轧辊孔型顺序为方、圆、菱形和椭圆形,它们的顶部和底部均需要导向。支撑非正方形轧件的,常用方法是在项、底没用一块“箱式导卫板”(即两块方形导卫板),将近似形状的“侧导卫板”插入其中。在连续式轧机中,导卫板还必须要防止轧件扭转,虽然在某些情况下,人为地使轧件在机座之间形成90°扭转。现代的高速轧机中,经常使用辊式导卫板,尽管这些导卫板的代价较高,但减少了维修,减少了废品和在成品钢材上几乎完全没有“划痕"。辊式导卫板可以安装在水平位置或垂直位置上。
导卫板的特殊用途是作为“围盘”使用,用于将出来的轧件从一个机架喂入用同一台传动装置的一个越野式机架。在小型轧机上,围盘用得很普遍,但在设计和安装时,需要十分注意。过去工人用一把夹钳“夹住”棒材的端部,手工将它喂入下一道孔型中,现用围盘代替了手工。围盘一般由管子或槽组成,如需要安装时,应考虑轧件可以形成活套,以避免轧件在张力下进行轧制。
在某些情况下,特别是规格比较小的坯料,希望在连续式轧机的机架之间能支撑住,可采用中间机架导卫板辊道。它把一个机架的出口导卫板和下一个机架的入口导卫板连接了起来。
通常,导卫板维修和储存的地方是与轧辊分开的,如有专门的导卫板车间,则会有许多好处。[2]
导卫板的制作与加工
导卫板的制做,有时会影响产品试制进度,所以应设法简化。
导板一般多是铸钢件,也可以用钢板割出,材质是45号钢或中碳钢。
如果能统一考虑,即根据导板共用性的原则,把导板种类限制在最少范围,预先订货,需要时进行挑选就方便了。或者预先备有一定厚度的钢板,使用时再割,仅加工与梁接触的部位和钻孔即可。
卫板与孔型关系密切,没有孔型不能制作,除开坯孔卫板可先订有铸钢件外,其他的均需现场准备。
异形产品的分块卫板,所用材质为45号或7号钢,强度和耐磨性要好。
可先准备有一定厚度的钢板,最好是本车间的中间轧废件,即用钢种相同厚度相近的扁钢件割出初形,准备使用。
卫板的制做不必全由车工加工,因车工效率低,而且前尖不易达到要求,同时占用加工设备多。
制做时,将准备好的初形卫板,先锻出所需厚度,再刨出接触的平面,其他则用砂轮磨成。
卫板前尖与轧辊接触的部位,锻造时要适当减薄,再割出圆弧,最后根据样板用砂轮磨成。
卫板前尖磨短后,可堆焊接长,修复后仍可继续使用。某厂580轧机,每月新旧卫板需三千余套,依靠车工根本不可能加工出来,而采用上述工序加工,一套新产品的卫板,仅需几天时间就准备好了,可以大大缩短新产品的试制进程,为扩大品种提供了有利条件。[3]













 求购
求购