- 金锡共晶

金锡共晶
性能特点
钎焊温度适中
 钎焊温度仅比它的熔点高出20~30℃(即约300~310)。在钎焊过程中,基于合金的共晶成分,很小的过热度就可以使合金熔化并浸润;另外,合金的凝固过程进行得也很快。因此,金锡合金的使用能够大大缩短整个钎焊过程周期。金锡合金的钎焊温度范围适用于对稳定性要求很高的元器件组装。同时,这些元器件也能够承受随后在相对低一些的温度利用无铅焊料的组装。这些焊料的组装温度大约在260℃。
钎焊温度仅比它的熔点高出20~30℃(即约300~310)。在钎焊过程中,基于合金的共晶成分,很小的过热度就可以使合金熔化并浸润;另外,合金的凝固过程进行得也很快。因此,金锡合金的使用能够大大缩短整个钎焊过程周期。金锡合金的钎焊温度范围适用于对稳定性要求很高的元器件组装。同时,这些元器件也能够承受随后在相对低一些的温度利用无铅焊料的组装。这些焊料的组装温度大约在260℃。
高强度
金锡合金的屈服强度很高。即使在250~260℃的温度下,它的强度也能够胜任气密性的要求。
无需助焊剂
合金成份中金占了很大的比重(80%),材料表面的氧化程度较低。如果在钎焊过程中采用真空,或还原性气体如氮气和氢气的混合气,就不必使用化学助焊剂。
低粘滞性
液态的金锡合金具有很低的粘滞性,从而可以填充一些很大的空隙。
浸润性良好
具有良好的且对镀金层无铅锡焊料的浸蚀现象,
金锡合金与镀金层的成分接近,因而通过扩散对很薄镀层的浸溶程度很低,也没有银那样的迁徙现象。
另外,Au80%Sn20%焊料还具有高耐腐蚀性、高抗蠕变性及良好的导热和导电性。
技术发展背景
随着电-光之间相互转化器件的大规模推广,尤其是基于电致发光的大功率LED和高功率激光器,以及基于光通信原理的Intel光脑技术,都要求光电子封装材料和工艺进行变革。两方面的特殊要求使得AuSn20成为光电子封装关注的焦点。首先,针对大功率光电器件的高导热需要,AuSn20共晶的热导率是57w/m·K,热导率为焊料中最高。其次,可靠性和微区加工的需要,AuSn20 共晶中金含量80wt%,共晶点为280℃,无疑它的可靠性极佳。这些特性使得它在大功率LED,电动汽车和激光器等微电子领域,以及光通信和光电器件的战略领域中得到广泛应用。
技术发展现状
美国的Indium公司和加拿大Micralyne公司可以提供此种电镀液的商品和加工服务,但国内尚无加工代理和镀液提供。国内对AuSn20的电镀加工研究多年,但是进展缓慢,无法投入工业应用。可见制备金锡共晶焊料对国家微电子、光电领域科技发展和国防建设都有重要意义。
国内目前采用的AuSn20共晶焊垫多数采用预成型片。这种预成型片,是采用铸造拉拨轧制法和叠层冷轧复合法制得。铸造拉拨轧制法需要添加第三组元Pd或Pt,影响了金锡合金的纯度,焊接性能也会受到影响。而叠层冷轧复合法难以控制金与锡的反应量,未合金化的金或锡都会对焊料产生不良影响。在微电子学、光电子学和MEMS中应用的焊盘一般只需要3-5μm,而Au、Sn多层冷轧制造AuSn20合金箔带材厚度为0.025~0.10毫米。使用的预成型片最薄厚度为25μm,且得到的合金较脆,无法进行微加工,更无法满足图形复杂、精确定位和圆片级凸点的要求。
国内有研究所在进行溅射法和热蒸发法相关的研究,但这种方法制备的膜层最厚只能到数千埃,难以进一步做厚,而且投资成本大,贵金属材料浪费严重。国内外也有课题组进行电沉积AuSn20共晶的研究开发,其中加拿大的Ivey教授课题组、中山大学崔国峰教授、大连理工大学的黄明亮教授和哈尔滨工业大学的王春青教授课题组的研究最具有特色。国内能够工业化生产金锡共晶的企业很少,据悉惠州力道电子能够按照客户要求提供稳定产品。
应用领域
1. 大功率器件的高导热封装。
 大功率器件和高频微波器件的推广应用中,散热问题愈发明显。其中,大功率LED的散热直接体现为芯片的光衰和电池隐患。物联网的推广要求高频微波的功率提高,直接带来发射基站功率负载剧增,导致发热严重。电动汽车的大功率导热基板配套无法满足要求。金锡共晶焊料的研发和生产直接关系到散热问题的解决。
大功率器件和高频微波器件的推广应用中,散热问题愈发明显。其中,大功率LED的散热直接体现为芯片的光衰和电池隐患。物联网的推广要求高频微波的功率提高,直接带来发射基站功率负载剧增,导致发热严重。电动汽车的大功率导热基板配套无法满足要求。金锡共晶焊料的研发和生产直接关系到散热问题的解决。
2. 微型光电器件的高可靠封装。
电子设备逐渐小型化,尤其是微型传感器,MEMS器件和微型激光器的使用,都要求在微型基板表面微区进行无助焊剂的焊垫加工。加之,高精密高可靠性的要求,对封装材料和封装工艺提出
更为苛刻的要求。可见,只有金含量占有80wt%的AuSn20共晶可以满足这一要求。传统的金锡合金焊垫采用的是预成型片,其加工工艺是采用物理粉末冶金的方法制备而成的。这种预成型片虽然适合于元器件的气密性封装,但是无法在微电子的微区进行加工。
生产的要求
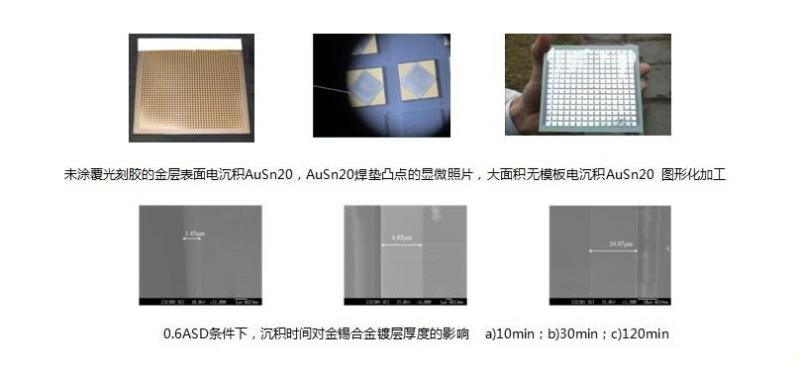
据悉,惠州某公司通过多年潜心研发,采用环保型无氰的柠檬酸金(Au(I))和硫酸亚锡(Sn(II))联合,在特殊络合剂的作用下,实现在陶瓷基板的指定封装微区上沉积AuSn20共晶,而且共晶厚度可以通过电沉积时间控制,同时,共晶的Au和Sn含量可通过电流密度进行调节,这样就可以调整合金的熔点。从而满足高精密度,高可靠性封装材料和工艺的要求。实现了电沉积金锡共晶批量生产的稳定性,领先业内竞争者,达到国内领先水平,接近国际先进生产企业标准。
- 指定位置:光刻胶掩膜金层,暴露位置电镀
- 指定含量:控制电流密度和镀液组成来实现。
- 指定厚度:沉积时间控制厚度。
- 环保无氰
技术指标
电沉积AuSn20共晶凸点熔点温度<300℃(即可以在320℃时,回流焊接);
AuSn20共晶焊盘厚度在1μm到20μm可准确控制;
焊盘图形定最小尺寸达到0101,即0.254mm×0.254mm,定位精度不超过±20微米。
| 项 目 | 数 值 | 单 位 | |
| 成分 | 成 分 | AuSn20>96.0 | wt% |
| 物理特性 | 熔点 | 280±2 | ℃ |
| 密度 | 14.51 | g/cm3 | |
| 热膨胀系数 | 16×10-12,20℃ | ||
| 热导率 | 57.0 | W/m·K | |
| 基板特性 | 拉伸强度 | 4.0 | MPa |
| 剪切力 | 4.0 | MPa | |
| 杨氏模量 | 8.57×106 | mm |
参考文献
| 项 目 | 数 值 | 单 位 | |
| 成分 | 成 分 | AuSn20>96.0 | wt% |
| 物理特性 | 熔点 | 280±2 | ℃ |
| 密度 | 14.51 | g/cm3 | |
| 热膨胀系数 | 16×10-12,20℃ | ||
| 热导率 | 57.0 | W/m·K | |
| 基板特性 | 拉伸强度 | 4.0 | MPa |
| 剪切力 | 4.0 | MPa | |
| 杨氏模量 | 8.57×106 | mm |


-

呼和浩特探岳现金优惠3.5万 成都丰田锐志最高优惠2.2万
2025-09-21 14:36:28 查看详情 -
西安大众速腾现金优惠2.3万 成都沃尔沃XC90优惠三万元
2025-09-21 14:36:28 查看详情 -
西安大众速腾现金优惠2.3万 驾驭快感
2025-09-21 14:36:28 查看详情 -
呼和浩特探岳现金优惠3.5万 再送装潢礼包
2025-09-21 14:36:28 查看详情 -
重庆林肯Z现金优惠1.2万元 成都丰田锐志购车优惠2.4万元
2025-09-21 14:36:28 查看详情 -
成都丰田亚洲狮现金优惠3万元 成都丰田锐志购车优惠2.4万元
2025-09-21 14:36:28 查看详情 -
珠海大众宝来现金优惠2.7万 外观流畅
2025-09-21 14:36:28 查看详情 -
成都标致307两厢优惠5千元 长沙现代悦动现金优惠1.2万
2025-09-21 14:36:28 查看详情 -
大连沃尔沃S90现金优惠7.2万 购S80送全购置税加全险
2025-09-21 14:36:28 查看详情 -
长城金刚炮AT车型将于3月2日上市 6.89万
2025-09-21 14:36:28 查看详情

 求购
求购