- 耐磨陶瓷

耐磨陶瓷
性能特点
1. 硬度大
 耐磨陶瓷其洛氏硬度为HRA80-90,硬度仅次于金刚石,远远超过耐磨钢和不锈钢的耐磨性能。
耐磨陶瓷其洛氏硬度为HRA80-90,硬度仅次于金刚石,远远超过耐磨钢和不锈钢的耐磨性能。
2. 耐磨性能极好
经中南工大粉末冶金研究所测定,其耐磨性相当于锰钢的266倍,高铬铸铁的171.5倍。在同等工况下,可至少延长设备使用寿命十倍以上。
3. 重量轻
其密度为3.6-3.9g/cm3,仅为钢铁的一半,可大大减轻设备负荷。
4. 粘接牢固、耐热性能好
耐磨陶瓷片最好采用高强度陶瓷结构胶粘贴,可确保陶瓷在高温下长期运行不脱落。
常用规格
10×5×1.5mm, 10×10×1.5mm;
10×10×3mm, 15×15×3mm;
17.5×17.5×3mm, 20×20×3mm;
20×20×5mm, 50×60×6mm;
50×60×8mm 120×80×25mm。
并可根据需要定制加工各种异型件,高精度耐磨件以及陶瓷金属复合件。
每一种工程陶瓷材料都有其自身的优点和缺点,因此必须针对陶瓷使用的工况进行充分的分析和研究。使用条件不满足,陶瓷将无法达到预期的使用效果。一般情况下影响陶瓷性能的主要因素如下:
1. 使用温度范围及变化;
2. 腐蚀介质;
3. 受力情况;
4. 硬颗粒碰撞入射角;
5. 粒子冲蚀强度
在所有的陶瓷材料中,主要使用氧化铝以及碳化硅陶瓷两种。氧化铝陶瓷对一般的腐蚀和磨蚀具有极高的抵抗能力,而且性能价格比最高,适合绝大多数场合使用。而烧结碳化硅只在更高温度,更高韧性以及耐磨性要求条件下才会考虑使用。
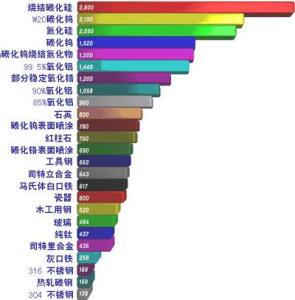
主要耐磨材料硬度比较图:
起草阶段
耐磨陶瓷成形方法有很多种,生产中应根据制品的形状选择成形方法,而不同的成形方法需选用的结合剂不同。常见陶瓷成形方法、结合剂种类及用量如下
所示:
耐磨陶瓷成形方法、结合剂种类和用量
成形方法 结合剂举例 <结合剂用量(质量%)
千压法 聚乙烯醇缩丁醛等 1~5
浇注法 丙烯基树脂类 1~3
挤压法 甲基纤维素等 5~15
注射法 聚丙烯等 10~25
等静压法 聚羧酸铵等 0~3
结合剂可分为润滑剂、增塑剂、分散剂、表面活性剂(具有分散剂和润滑功能)等,为满足成形需要,通常采用多种有机材料的组合。
技术指标
项目 指标
氧化铝[1]含量 ≥90%
密度 ≥3.5 g/cm3
洛氏硬度 ≥80 HRA
抗压强度 ≥850 Mpa
断裂韧性KΙC ≥4.8MPa·m1/2
抗弯强度 ≥290MPa
导热系数 20W/m.K
热膨胀系数: 7.2×10-6m/m.K
典型应用
表1 耐磨陶瓷在水泥工业应用部位示例
| 应用设备系统 | 应用抗磨部位 |
| 石灰石破碎及原燃料预均化系统 | 下料溜槽、料斗及皮带滚筒等 |
| 生料立磨系统 | 进料溜槽、滚轴各封圈、选粉机导流叶片、立磨旋风筒、管道等 |
| 煤磨系统 | 选粉机壳体、煤粉管道、回料管等 |
| 回转窑系统 | 增湿塔进、出口弯头、篦冷机至电收尘管道、篦冷机立煤磨管道、旋风筒、电收尘隔栅板、熟料提升机下料溜槽等 |
| 水泥粉磨系统 | 立磨、辊压机、V型选粉机进料溜槽、选粉机壳体、循环风机叶轮、壳体、旋风筒及进、出料口弯头 |
| 余热发电系统 | 篦冷机至沉降室、管道及内壁 |
粘贴
| 应用设备系统 | 应用抗磨部位 |
| 石灰石破碎及原燃料预均化系统 | 下料溜槽、料斗及皮带滚筒等 |
| 生料立磨系统 | 进料溜槽、滚轴各封圈、选粉机导流叶片、立磨旋风筒、管道等 |
| 煤磨系统 | 选粉机壳体、煤粉管道、回料管等 |
| 回转窑系统 | 增湿塔进、出口弯头、篦冷机至电收尘管道、篦冷机立煤磨管道、旋风筒、电收尘隔栅板、熟料提升机下料溜槽等 |
| 水泥粉磨系统 | 立磨、辊压机、V型选粉机进料溜槽、选粉机壳体、循环风机叶轮、壳体、旋风筒及进、出料口弯头 |
| 余热发电系统 | 篦冷机至沉降室、管道及内壁 |


-

-

北流日用陶瓷工业园区
2025-11-03 07:23:55 查看详情 -

-

-

-

-

-

-

砖窑保温专用陶瓷纤维模块
2025-11-03 07:23:55 查看详情 -


 求购
求购