- 对接焊缝

对接焊缝
简介
焊缝是指利用焊接热源的高温,将焊条和接缝处的金属熔化连接而成的缝。焊缝金属冷却后,即将两个焊件连接成整体。根据焊缝金属的形状和焊件相互位置的不同,分对接焊缝、角焊缝、塞焊缝和电铆焊等。角焊缝常用于搭接连接;塞焊缝和电铆焊应用较少,仅为了减小焊件搭接长度才考虑采用;对接焊缝常用于板件和型钢的拼接,为便于施焊和保证焊缝质量,常将焊件的边缘加工成各种形状的坡口,故对接焊缝又称坡口焊缝。
构造
对接焊缝按焊缝是否被焊透,分为焊透的对接焊缝和未焊透的对接焊缝两种。一般采用焊透的对接焊缝。
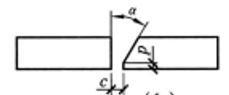 采用对接焊缝连接时,焊缝金属将成为焊件截面的组成部分。为便于施焊和保证焊缝质量,在焊件较厚时,常将焊件的边缘加工成各种形状的坡口。坡口各部分的尺寸标注如右图所示。其中,
采用对接焊缝连接时,焊缝金属将成为焊件截面的组成部分。为便于施焊和保证焊缝质量,在焊件较厚时,常将焊件的边缘加工成各种形状的坡口。坡口各部分的尺寸标注如右图所示。其中,![]() 为坡口角度;钝边长度为
为坡口角度;钝边长度为![]() ,可起到托住焊液的作用;间隙宽度为
,可起到托住焊液的作用;间隙宽度为![]() ,与坡口一起为焊条提供施焊空间。
,与坡口一起为焊条提供施焊空间。
 引弧板和引出板对接焊缝的起弧点和落弧点常因不易焊透而出现凹陷的焊口,焊口处易产生内裂纹和应力集中现象。为消除焊口缺陷,施焊时可在焊缝的两端加设引弧板或引出板,将起弧点和落弧点移到引弧板或引出板上,焊后将引弧板或引出板割除即可。
引弧板和引出板对接焊缝的起弧点和落弧点常因不易焊透而出现凹陷的焊口,焊口处易产生内裂纹和应力集中现象。为消除焊口缺陷,施焊时可在焊缝的两端加设引弧板或引出板,将起弧点和落弧点移到引弧板或引出板上,焊后将引弧板或引出板割除即可。
 钢板拼接当焊接不同宽度和厚度的焊件时,应将焊件的一侧或两侧加工成坡度为1:2.5的坡,以使焊件过渡平缓。当焊件厚度差不大,如厚度差不大于4 mm时,亦可不做斜坡而直接焊接。对直接承受动力荷载且需要进行疲劳验算的结构,斜坡坡度不应大于1:4。[1]
钢板拼接当焊接不同宽度和厚度的焊件时,应将焊件的一侧或两侧加工成坡度为1:2.5的坡,以使焊件过渡平缓。当焊件厚度差不大,如厚度差不大于4 mm时,亦可不做斜坡而直接焊接。对直接承受动力荷载且需要进行疲劳验算的结构,斜坡坡度不应大于1:4。[1]
分类及应用
为了便于施工,保证施工质量,保证对接焊缝充满母材缝隙,根据钢板厚度采取不同的坡口形式。
 焊缝的坡口形式当焊件厚度在10 mm以下时,可采用直边焊缝坡口;当焊件厚度为10~20mm时,可采用单边V形或V形坡口;当焊件厚度较厚时可采用K形或X形坡口。当坡口间隙过大时,可加设垫板,垫板在施焊后除去,也可留在焊件上。
焊缝的坡口形式当焊件厚度在10 mm以下时,可采用直边焊缝坡口;当焊件厚度为10~20mm时,可采用单边V形或V形坡口;当焊件厚度较厚时可采用K形或X形坡口。当坡口间隙过大时,可加设垫板,垫板在施焊后除去,也可留在焊件上。
当间隙过大(3~6mm)时,可在V形缝及单边V形缝、形缝下面设一块垫板(引弧板),防止熔化的金属流淌,并使根部焊透。为保证焊接质量,防止焊缝两端凹槽,减少应力集中对动荷载的影响,焊缝成型后,若不影响其使用,两端可留在焊件上,否则焊接完成后应切去。[1]
焊缝的计算
因为对接焊缝的截面和焊件的截面相同,焊缝中的应力分布情况与焊件基本相同。所以可按计算焊件的方法计算对接焊缝。对焊透的一、二级焊缝,因为其强度与焊件钢材的强度相同,所以不必另行计算。只有三级焊缝才需进行强度验算。
(1)轴力作用下对接焊缝的计算
承受轴向压力或拉力的对接焊缝按下式计算:
![]() 式中
式中![]() ——轴心拉力或轴心压力;
——轴心拉力或轴心压力;
![]() ——焊缝计算长度,有引弧板时取焊缝实际长度,无引弧板时取焊缝实际长度减去
——焊缝计算长度,有引弧板时取焊缝实际长度,无引弧板时取焊缝实际长度减去![]() ;
;
![]() ——对接接头中为厚度较小焊件的厚度,
——对接接头中为厚度较小焊件的厚度,![]() 形接头中为腹板厚度;
形接头中为腹板厚度;
![]() ——对接焊缝的抗拉、抗压强度设计值。
——对接焊缝的抗拉、抗压强度设计值。
(2)弯矩、剪力共同作用下对接焊缝的计算
矩形截面的对接焊缝在弯矩、剪力的共同作用下,应按下式分别计算正应力和剪应力。
![]()
![]() 式中
式中![]() ——焊缝截面的截面模量;
——焊缝截面的截面模量;
![]() ——焊缝截面对中和轴的惯性矩;
——焊缝截面对中和轴的惯性矩;
![]() ——计算点在中和轴以外的面积对中和轴的面积矩;
——计算点在中和轴以外的面积对中和轴的面积矩;
![]() ——对接焊缝的抗剪强度设计值。
——对接焊缝的抗剪强度设计值。
截面为工字形、![]() 形等截面形式时,除应按上述方法计算正应力和剪应力外,对同时承受较大正应力和剪应力处。还应按下式进行折算应力的验算:
形等截面形式时,除应按上述方法计算正应力和剪应力外,对同时承受较大正应力和剪应力处。还应按下式进行折算应力的验算:
![]() 式中
式中![]() ——验算点处焊缝的正应力、剪应力。
——验算点处焊缝的正应力、剪应力。
1.1——考虑折算应力只产生在焊缝的局部而将设计强度提高的系数。
(3)弯矩、剪力、轴力共同作用下对接焊缝的计算
对接焊缝在弯矩、剪力、轴力的共同作用下,应验算由弯矩和轴力产生的正应力和剪应力,折算应力按 验算,式中的
验算,式中的![]() 按下式计算:
按下式计算:
![]() 式中
式中![]() ——弯矩产生的应力;
——弯矩产生的应力;
![]() ——轴力产生的应力。[2]
——轴力产生的应力。[2]












 求购
求购